Reduzca el tiempo de configuración de 15 minutos a 1 minuto con las luces de retención de un cuarto de vuelta
Reduzca el tiempo de configuración de 15 minutos a 1 minuto con las luces de retención de un cuarto de vuelta

Reduzca el tiempo de configuración de 15 min a 1 min.
SpanClamp Cuarto de vueltas se utilizan para
Nuestro equipo de producción de moldes fabrica cajas y fundas para nuestros productos con
máquinas de moldeo por inyección.
El robot extractor saca los productos de posmoldeo y los transporta
lejos de la máquina de inyección. Luego cortamos las rebabas de resina en la parte posterior de la inyección
Productos moldeados por una pinza.
Tenemos 15 máquinas de inyección en nuestra planta:
-
4 se utilizan como máquinas dedicadas
-
11 se utilizan como máquinas de uso general para fabricar una amplia variedad de
Productos en pequeñas cantidades.
En cuanto a las máquinas de uso general, el cambio de molde es necesario dependiendo de un
Producto a formar. Para algunas de las máquinas, cambiamos el molde más de 50
veces por mes Además, la posición de las rebabas es diferente producto por producto,
por lo que se necesita un cambio de pinza y su posición en cada cambio de molde.
Anteriormente, utilizamos las unidades de pinza de uso general para todos nuestros productos, pero una gran
Se dedicó mucho tiempo a aflojar los tornillos, cambiar las pinzas y ajustar las posiciones.
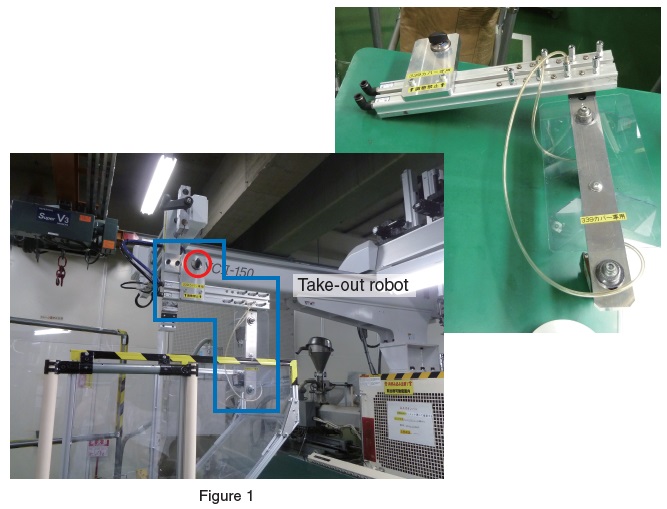
Ahora estamos usando unidades de pinza (resaltadas por el cuadro azul en la figura 1) dedicadas a cada
producto e intercambiamos las unidades en cada cambio de molde. CUARTO DE VUELTA
Las ABRAZADERAS (resaltadas con un círculo rojo en la figura 1) de SpanClamps se utilizan para posicionamiento y
sujetar estas unidades de pinza.
Referencias utilizadas
SpanClamp Cuarto de vuelta SCQT-P
Cabeza de ala de plástico: SCQT0614-P
Receptáculo: SCQTRBI12
Resultados
¿Cuáles son los valores agregados de SpanClamps un cuarto de vuelta?
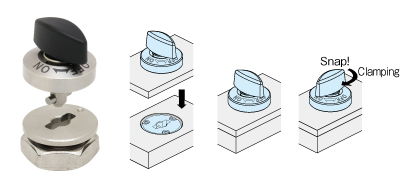
Ahora las unidades de sujeción se pueden reemplazar con solo presionar un botón. El tiempo de instalación es de solo 1 minuto, mientras que ha transcurrido entre 15 y 30 minutos.
Otra ventaja es que cualquiera puede cambiar fácilmente la unidad.
Anteriormente, la pinza debía ajustarse para cada producto para que solo la persona capacitada pudiera hacer el cambio. Ahora todos pueden hacerlo fácilmente porque las unidades se pueden bloquear simplemente girando la perilla 90 grados a la posición de ENCENDIDO e insertando dos tubos de aire en las juntas.
Los robots de salida recientes son esclavos, por lo que solo se necesita el cambio de programa NC al cambiar el producto que se va a moldear. Además de esto, el cuarto de vuelta nos permitió acortar el tiempo de instalación de los volquetes. Con la ayuda de robots de extracción asistidos por potencia y un cuarto de vuelta, el tiempo de inactividad de la máquina para el cambio de molde se redujo considerablemente y logramos una clara mejora en la productividad.
Desafío
¿Cuál es el punto más importante para mejorar su sistema de producción?
" Reduce el tiempo de instalación "Es el desafío de todo.
En cuanto al proceso de corte de rebabas, lo habíamos hecho a mano hace mucho tiempo. En ese momento, asignamos el trabajo a un subcontratista.
Para mejorar la productividad, hemos intentado automatizar el corte de las rebabas con la ayuda de los alicates de corte. Pero pasamos mucho tiempo aflojando los tornillos para cambiar o ajustar la posición de la abrazadera en cada cambio de molde, porque las unidades fueron diseñadas como una unidad versátil para todos los productos.
En la producción en masa, las máquinas se utilizan mucho después de que se coloca el molde, por lo que no hubo ningún problema. Sin embargo, como muchos de nuestros productos se fabrican en pequeñas cantidades, el tiempo de inactividad de la máquina aumenta con el tiempo de instalación del molde.
Por lo tanto, hemos desarrollado unidades de pinza específicas para cada producto, de modo que podamos intercambiar una unidad completa al cambiar el molde. Al mismo tiempo, adoptamos las SpanClamps de cuarto de vuelta que aprietan las unidades más rápido que los tornillos.
¿Cómo seleccionar el SpanClamps Cuarto de vuelta?
¿Cómo encontraste los cuartos de vuelta para apretar las unidades de sujeción?
Cuando fuimos consultados por Anemo Engineering, una compañía de soluciones rápidas para la industria, nos presentaron a la gama SpanClamps.
Encontramos la gama de productos "cuarto de vuelta" en el catálogo. Había diferentes tipos de soluciones rápidas.
Entre ellos, hemos seleccionado el que mejor se adapta a nuestro uso previsto.
Criterios
Usando un SpanClamp Quarter-Turn